
How to Choose the Right PVD Nitride Coating
Start with the Failure Mode

Which coating has the right balance of hardness, oxidation resistance, adhesion, friction behavior, corrosion resistance, temperature capability, and qualification risk for this specific part?
Selecting a PVD coating for aerospace or space hardware is not determined by the hardest coating. A coating that performs well on a cutting tool may not survive thermal cycling, vacuum sliding, salt-fog exposure, or repeated contact loading on flight hardware.
For material engineers and design engineers, the right question is not simply “Which coating is best?”
The better question is:

This article compares five common nitride-based hard coatings:
TiN, CrN, TiCrN, AlTiN, and AlCrN
These coatings are all used to improve wear resistance, reduce galling, protect surfaces, and extend component life. However, they behave very differently in hot sections, sliding contacts, corrosive environments, and vacuum.
The first decision: what is the failure mode?
Before choosing a coating, define the primary failure mode. Most coating selection mistakes happen because the coating is chosen by hardness alone.
Ask these questions first:
Is the part failing by abrasive wear? If so, look at hardness and coating thickness.
Is the part failing by adhesive wear or galling? If so, look at chemical compatibility, friction behavior, and anti-galling performance.
Is the part exposed to high temperature in air? If so, look at oxidation resistance, not just hardness.
Is the part operating in a vacuum environment? If so, do not assume air tribology applies. Vacuum changes friction, oxide formation, heat transfer, and lubricant behavior.
Is corrosion part of the problem? If so, Cr-containing coatings such as CrN, TiCrN, and AlCrN usually deserve more consideration.
Is the substrate soft, thin, or fatigue-critical? A hard coating on a weak substrate can crack, spall, or accelerate fatigue damage.
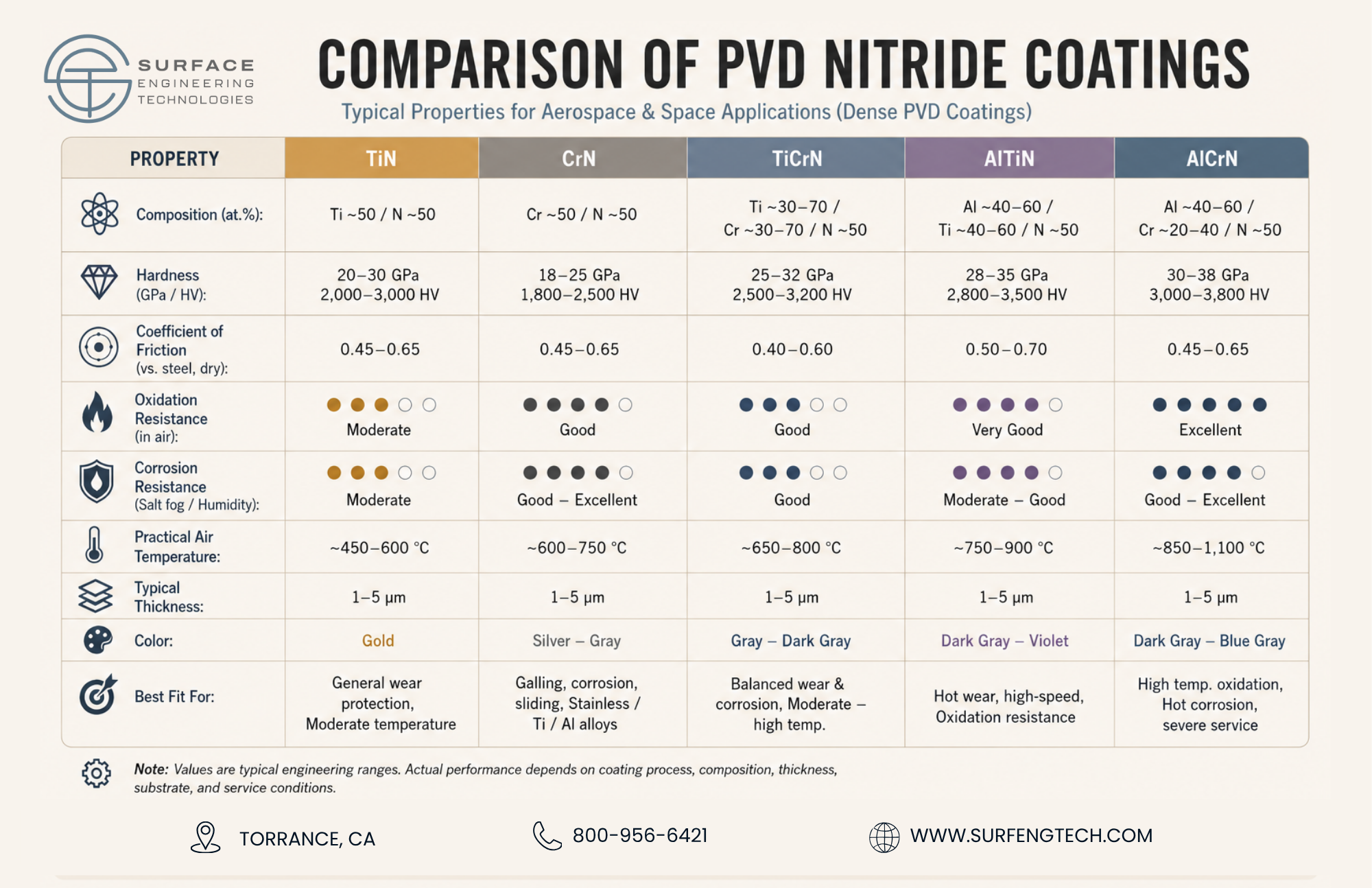
The numbers above are typical engineering ranges for dense PVD coatings. Actual values depend on deposition method, coating thickness, substrate, interlayer, surface preparation, bias voltage, composition, and post-treatment.
Selection guide by application
If the application is a moderate-temperature wear part:
Start with TiN. Move to TiCrN if corrosion or oxidation is slightly more demanding. Move to CrN if galling is the main issue.
If the application is a stainless steel or titanium sliding interface:
Start with CrN. CrN is often a better anti-galling choice than TiN. TiCrN can be considered if higher hardness is needed.
If the application is high-temperature air exposure:
Start with AlTiN or AlCrN. Use AlTiN for hot wear where high hardness is needed. Use AlCrN when oxidation resistance is the primary driver.
If the application is hot and corrosive:
Start with AlCrN. AlCrN usually provides the best combination of high-temperature oxidation resistance and Cr-based corrosion resistance.
If the application is vacuum sliding:
Do not select from the table alone. Test TiN, CrN, TiCrN, AlTiN, or AlCrN in representative vacuum conditions, or consider a dedicated solid-lubricant coating system. For vacuum mechanisms, friction coefficient in air is not enough. Contact us for this data if needed for your design.
If the application is fatigue-critical:
Be careful with all hard PVD coatings. Hard coatings can introduce residual stress and surface defects. Require fatigue testing or use heritage data. Pay special attention to coating thickness, edge preparation, and substrate hardness.
For aerospace and space applications, coating selection must be driven by the failure mode.
The best coating is not the hardest coating.
The best coating is the one whose properties match the environment, substrate, geometry, and failure mode of the real part.
